15938736887
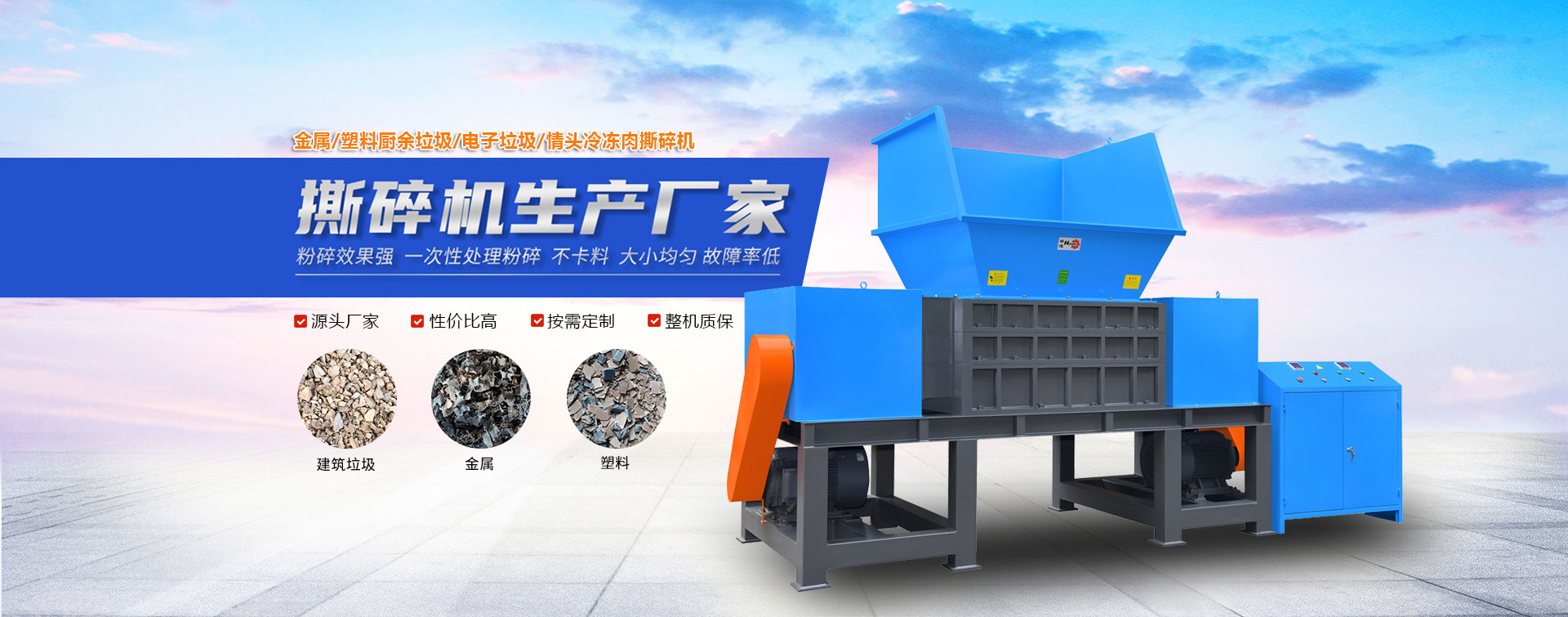

双轴生活垃圾撕碎机的刀片是实现垃圾破碎的核心部件,其锋利度直接影响撕碎效率与出料粒度,且因处理物料含金属、玻璃等杂质,磨损速度更快,科学把控研磨周期与规范研磨操作尤为关键。
研磨周期需根据垃圾成分与设备运行强度动态调整。若处理含大量硬质杂质(如废旧塑料、金属碎片)的混合生活垃圾,或每日连续作业 10-14 小时,刀片磨损加剧,研磨周期应缩短至 8-12 天;若处理以厨余、纸张为主的轻质垃圾,每日作业 6-8 小时,周期可延长至 15-20 天。同时,当出现撕碎后物料粒径超设定值 20%、双轴转速异常波动、设备发出金属摩擦异响,或进料口频繁卡堵时,需立即停机检查,确认刀片刃口钝化或出现缺口后及时研磨,避免因刀片失效导致设备过载或其他部件损坏。

刀片研磨需适配双轴设备结构,严格把控安全与精度。首先,停机后切断总电源并上锁,固定双轴防止转动,用专用工具拆卸刀片,按左右轴、前后位置做好编号,避免复装时错位。清理刀片表面粘连的垃圾残渣后,采用大型平面磨刀机,搭配 600-800 目碳化硅砂轮,砂轮转速调至 1000-1500 转 / 分钟,研磨角度需与刀片原切削角保持一致(通常为 40°-45°),每次研磨量控制在 0.15-0.25 毫米,针对缺口部位可适当增加研磨量,但需避免过度研磨导致刀片厚度不均。研磨时用高压乳化液持续降温,防止刀片高温退火。研磨完成后,用 1200 目细砂纸抛光刃口,通过试撕碎少量生活垃圾检验效果,确认破碎均匀、无卡堵后,按原编号复装刀片,并用力矩扳手按规定力矩紧固螺栓。
合理设定研磨周期与规范执行研磨流程,既能延长双轴生活垃圾撕碎机刀片的使用寿命,降低维护成本,又能确保设备持续运行,为生活垃圾后续处理环节提供保障。

【扫一扫了解更多】
【扫一扫了解更多】






